- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










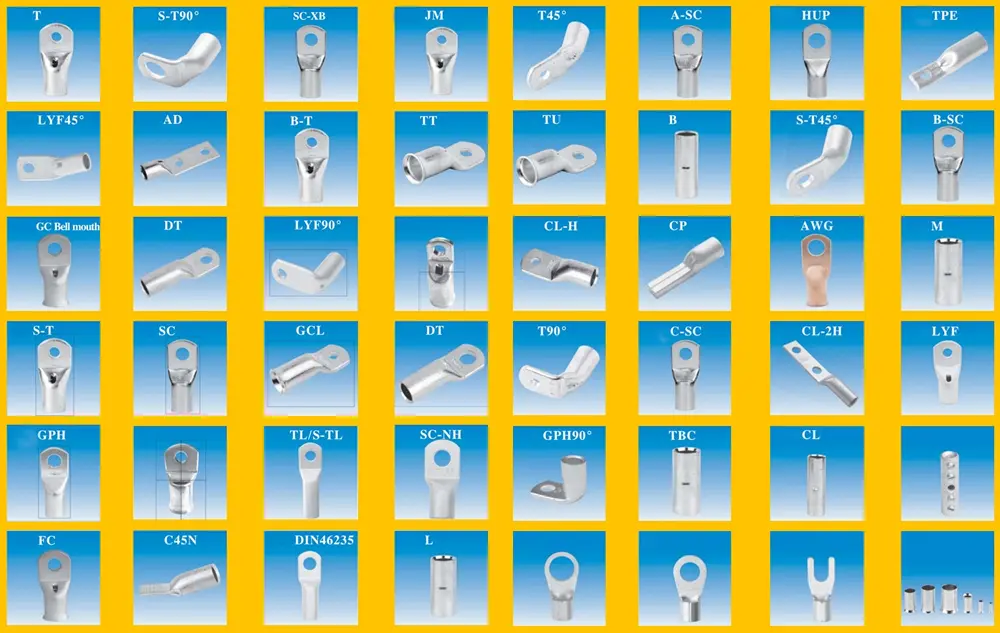
Конектори за кримпване
В Китай Xiamen Hongyu Intelligent Technology Co., Ltd. поддържа персонализирането на стандартни/нестандартни части от кримпвани конектори и има повече от 17 години професионална технология в дизайна на хардуерни форми и производството на продукти за щамповане. Минималната дебелина на обработка на кримпваните съединители може да достигне 0,08 mm, с отлична изработка и без неравности.
Изпратете запитване
Описание на продукта
Конекторите за кримпване са професионален компонент, проектиран от Xiamen Hongyu Intelligent Technology специално за кримпване на свързване на проводници и клеми. С високо проводими материали и прецизни структури, той реши проблемите с надеждността на връзката при производството на кабелни снопове. Този продукт е надежден избор за чуждестранни клиенти, които се нуждаят от компоненти за електрическо свързване. Като доставчик в областта на металообработката и електрическото свързване, ние можем да предоставим на клиентите висококачествени продукти и услуги за улесняване на свързването на вериги.
проверка на състоянието на римпиране
Качеството на кримпване на хардуерните терминали Stamping е ключов фактор за осигуряване на крайната ефективност на взаимното свързване. Дали частите за щамповане на клемата са повредени, дали частите за щамповане на клемата са огънати, дали изолационният слой вътре в прозореца на клемата е непокътнат, но зоната за кримпване на проводника не е изолирана, дали проводникът е пробит в зоната за кримпване на изолационния слой, дали кримпването на ръба е правилно, дали четката се вижда след кримпването на проводника, дали четката е разположена в зоната на свързване и дали има конусовидни отвори. стойността на измерване на микрометъра в точката на кримпване на изолацията е в границите на толеранс също може да определи дали състоянието на кримпване е добро.
Необходимо е да се провери дали хардуерните клеми на щамповането са правилно гофрирани. Независимо дали става въпрос за ръчно кримпване или машинно кримпване, всяка точка на свързване трябва да бъде внимателно инспектирана. Неправилното кримпване може значително да съкрати експлоатационния живот на гофрираните съединители и дори да причини опасност за безопасността.
Поради различните допустими отклонения на диаметъра на проводника за всеки тип конектор и спецификация, измерването на дебелината в точката на кримпване на диаметъра на проводника може да се използва като референтен индекс. Неподходящият диаметър на проводника не само съкращава експлоатационния живот, но може също да доведе до нестабилни връзки, бързо отделяне и в крайна сметка да причини загуби.
Технология на обработка
Основните материали на хардуерните терминали за щамповане са предимно месинг H62, без специални изисквания. Материалите на барабанните пружини на короната са предимно берилиево медни. Не всички материали са подходящи за позлатяване. Следователно, преди позлатяване, първо се покрива слой от никел, за да се осигури ефектът на позлатяване. Конвенционалните спецификационни стандарти за златно покритие на базата на никел са, че дебелината на никеловия слой е 50 до 80 μm, дебелината на златния слой е ≥2 μm, а чистотата на използваното злато е ≥99,8%. Накрая поставете плътно защитно фолио; Повърхността на продукта трябва да е гладка, без окисление, за да се гарантира практичност, и без изпъкналости, за да се предотврати разхлабването на продукта поради некомпресирани празнини. За да се гарантира качеството на продукта, върху хардуера не трябва да има следи от инструменти, прищипвания или остри ръбове. Имаме изисквания за качество с висока точност и не определяме толеранс от ±0,02.
Спецификация за галванопластика
|
Продукт |
Конектори за кримпване |
|
Изисквания за външен вид |
Без окисление, пожълтяване, почерняване, посиняване, лилаво, закачане, неравни крака или други дефекти. |
|
Изпълнение на покритието |
Пълна никелова основа: 50-80 μ". Златно покритие: 1 μ". Точки на измерване от двете страни: 3 мм. |
|
Устойчивост на висока температура |
Трябва да издържа на 260°C за 5 секунди без обезцветяване, почерняване, пожълтяване, образуване на мехури или обелване. |
|
Тест за спояване |
Покритието на спойка трябва да бъде над 95%. |
|
Тест със солен спрей |
Тестван с 5% разтвор на сол при 35°C за 24 часа. Не се допускат окисляване, почерняване или други дефекти. |
|
Тест за адхезия (тест за отлепване) |
Без отлепване на покритието върху извити повърхности. |
|
Съответствие с околната среда |
Цялото покритие трябва да отговаря на екологичните изисквания на ROHS. |
|
Покритие на критични зони |
Всички точки на измерване и определени повърхности за измерване трябва да бъдат покрити съгласно спецификациите (тези зони са критични за способността за запояване и проводимост). |
Горещи маркери: Конектори за кримпване, Китай, производители, доставчици, фабрика, оферта, качество
Продуктов етикет
Свързана категория
Алуминиево щамповане
Щамповане на месингови части
Щамповане на части от неръждаема стомана
Инконел част щамповане
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.